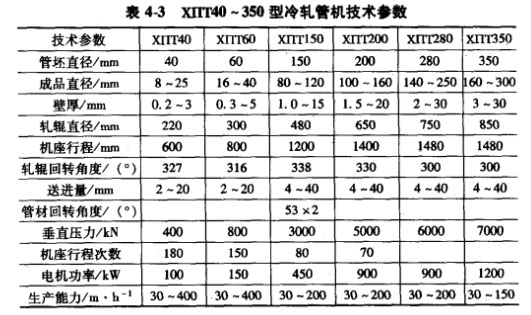
周期式冷轧管机的特点及技术参数?挤压管坯需经周期式冷轧管机一道次轧制后成为盘卷式盘管坯。周期式冷轧管机是20世纪40年代由联邦德国西马克(原曼内斯曼)公司研制的“皮尔格”轧机,现已发展到第四代。同一时期,苏联乌拉尔重机厂(现俄罗斯莫斯科电钢城重机厂)研制的XT1T(赫伯特)轧机,也已发展到第三代。上述两种冷轧管机的技术参数分别列于表4-2和表4-3。

我国自20世纪80年代以来,先后引进了十几台“皮尔格”轧管机,大都用来轧制不锈钢管,用来轧制铜盘管坯的有洛铜集团、湖南华菱光远铜管有限公司、上海中鑫铜管工业有限公司和原上海申马铜材总厂。前苏联的XITT型冷轧管机,在20世纪五六十年代引进了20多台,其中多台用来生产铜及铜合金管;90年代又引进了4台,其中只有高新张铜的一台用于铜盘管坯的生产。该设备型号为xrrrB2-n〇型,单一传动,双机座,可同时轧制两根铜管。此台设备出料原设计为地上料槽(辊)、头部有打卷装罝,在茛斯科技术谈判时,米诺年科先生同意笔者的方案,改为地下钢板槽出料,之后轧管坯尾变头,在轧机出口旁的打卷机上打成盘卷。此后国产设备也都采用此方案。其主要技术参数如下:
(2)述料尺寸:大于φ(40~100)mmx(3~?15)mmx(3~15)m,其中:管坯外径公差±1.5mm;壁厚公差±12%
(3)成品管尺寸:φ(30?~90)mmx(1.5~12)mm,壁厚偏差矣±5%,直管长度小于15m,盘管坯长度小于200m,盘径φ2200mm。
(4)轧辊直径:φ440mm;机座行程:1080mm;行程次数:40~100;送进录:1~?30mm;轧辊回转角度:48°x2;芯棒直径:不大于36mm。
(5)主电机功率:直流350kW。
(6)消耗:电耗小于400kW*h/h;润滑液小于0.4L/h;压缩空气小于0.15m3/h(压力0.4MPa)。
(7)电源:主电源电压380V±10%,50±1HZ;控制电压220V±10%,50±lHz;电磁阀线圈电压24VDC;
(8)生产能力:φ95mmx12.5mm—>φ38mmx2.0mm,1200m/h;φ90mmx10mm—>φ38mmx1.8mm,1100m/h
(9)设备重量:230t。
周期式冷轧管机在国内开发研制最早的是洛阳矿山机械厂,但都与前苏联的XI1T轧管机相近。20世纪80年代后期研发出了髙速、长行程轧管机,其性能接近德国曼内斯曼公司的第三代皮尔格轧机水平。宁波机床总厂开发了LG-60X2-H、LG40-H、LG-150-H型髙效、连续新型轧机。温州永得利机械设备制造有限公司虽然研发周期式冷轧管机仅有5年的时间,但所开发的LG60-2H、LG90-2H轧管机在结构上有独到之处,用飞轮替代平衡重锤,采用双送进,双回转机构,连续上料,受到用户的欢迎,近期正在研发LG250大型轧管机。洛铜集团和洛阳双勇机器制造有限公司,在短短的3年时间里开发出了LGC75-I、LGC75-n、LGC100-I三种机型,并生产了近20台,仅广东太平洋铜管制造有限公司就装有7台,洛铜集团、广东华鸿铜业有限公司、宁波金田铜业集团股份有限公司、华芳集团铜业有限公司、无锡隆达铜业有限公司都有使用。此外该公司为山东奥博特铜业公司制造的2台LGC75-II型轧机,为在线卷取装置的轧机,其收卷辊道为直线,与曼内斯曼公司相比,在线卷取装置有一段弧形收卷装置(可形成一个小活套,保证收卷与轧制速度同步),占地面积小。近期由洛铜集团设计制造的LG75II型带在线卷取的轧管机在上海鑫申江已投入生产,该机解决了速度同步问题。天津普辰公司近两年也生产了十几台LZG型冷轧管机。国内周期式冷轧管机的技术参数列于表4-4。
表4-4国内冷轧管机技术参数
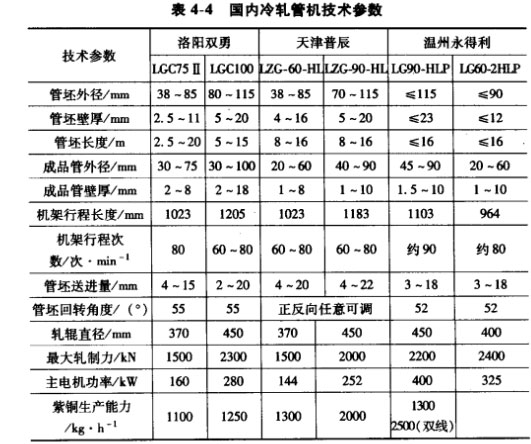
国内研制的铜管坯周期式冷轧管机,虽然在总体技术水平上与德国西马克公司的设备尚有差距,但就用来生产铜盘管坯而言,轧机结构简单,操作、维护方便,功能完全能够满足要求,且价格仅为进口设备的1/5?1/8,比较符合我国的国情。目前,几个主要轧机生产厂已研制出和φ110mm或更大的轧管机,以提高盘管坯的坯重。